Questo è il secondo articolo che approfondisce la rimozione del truciolo. Nel primo articolo ci siamo concentrati sulle operazioni di truciolatura, come si stanno innovando in relazione all’evoluzione tecnologica e scientifica.
Le lavorazioni che prevedono la formazione di truciolo
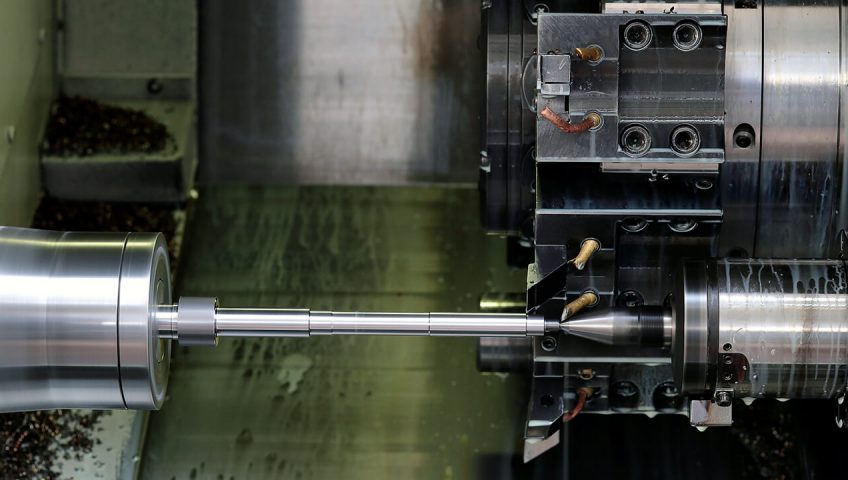
Tornitura – il pezzo viene ruotato durante la lavorazione, può essere esterno o di fronte, generalmente ha una bassa produttività, aumentabile con macchine automatizzate. Non ha bisogno di lavoratori specializzati.
Trivella – è usata per lavorare superfici interne o profili per l’allargamento di fori o la creazione di solchi. Caratteristica fondamentale è la rigidità dell’utensile, per evitare la generazione di vibrazioni che potrebbero compromettere la stabilità del macchinario.
Foratura – è la lavorazione per la realizzazione di fori circolari di varie dimensioni e profondità. Avviene in due modi, infilando l’utensile all’interno del foro, o per piccole correzioni sul diametro. Il processo è altamente produttivo e può essere fatto solo con manodopera specializzata.
Taglio – Generalmente, è una piccola parte di un processo produttivo.
Filettatura – Interna o all’aperto, esegue l’accoppiamento elicoidale tra due elementi su superfici.
Zigrinatura – Modifica la morfologia superficiale di una superficie di rivoluzione, generalmente cilindrica, attraverso una successione predeterminata di piccole incisioni.
Fresatura – Attua forme di vario tipo con strumenti di taglio che ruotando rimuovono il materiale. È una lavorazione estremamente versatile, con produttività medio-bassa, che prevede manodopera professionale e specializzata.
Brocciatura – Esegue profili, tagli, fessure, sezioni dentate su superfici piane interne o esterne, con una buona finitura superficiale. La prestazione è avanzata ma riguarda strumenti piuttosto costosi.
Rettifica – Processo produttivo finalizzato all’eliminazione di eventuali deformazioni, con elevata precisione di lavorazione e notevole grado di finitura superficiale. È una lavorazione costosa e che richiede abilità e specializzazione.
Shaping – Viene eseguito su superfici piane o profili rettilinei di parti relativamente piccole ed è adatto per piccoli lotti produttivi.
Piallatura – Simile alla modellatura, dalla quale si differenzia per essere adatta a grandi superfici.
L’efficacia delle lavorazioni di rimozione del truciolo
Troppo spesso ci si concentra sul contenimento dei costi complessivi di produzione.
Ottimizzare l’intero processo a fronte di un costo maggiore, permette invece di raggiungere alti rendimenti economici per ciclo produttivo. Gestito complessivamente in maniera più strutturata ed efficace, un processo quale la rimozione del truciolo riesce così a contenere il costo per unità. Lo stesso controllo qualità per l’individuazione di difetti e non conformità, comporta costi ed eventuali dilazioni nelle tempistiche di consegna che possono aumentare, nel caso i difetti di produzione non vengano risolti.
Organizzazione e flessibilità sono necessari in un mercato molto attivo, e che richiede tempi di realizzazione sempre più brevi. La mancata reattività ed efficacia determinano spesso un forte turn over del parco clienti, con conseguenze sui costi di gestione e commerciali.